



注塑模具加工中浇口处残留应力过高导致产品开裂的解决方案
2026-02-10
在注塑模具加工领域,浇口处残留应力过高进而引发产品开裂是一个常见且棘手的问题。这不仅影响产品质量,还可能导致生产效率降低和成本增加。深入探讨这一现象的成因,并提出相应的解决方案。
一、浇口处残留应力过高的原因
1. 注塑压力过大:在注塑过程中,如果注塑压力设置过高,会导致塑料熔体在模具型腔内产生过大的剪切力,从而在浇口处形成较高的残留应力。
2. 模具温度不均:模具温度分布不均匀,特别是浇口附近温度过低,会使塑料熔体冷却速度加快,收缩不均,进而产生应力。
3. 材料选择不当:某些塑料材料本身具有较高的内应力倾向,如PC/ABS合金,若在选择材料时未充分考虑其特性,也容易导致浇口处应力过高。
4. 浇口设计不合理:浇口的位置、形状和尺寸对塑料熔体的流动和冷却有直接影响。不合理的浇口设计会加剧应力集中。
二、产品开裂的危害与识别
产品开裂不仅影响外观质量,还可能降低产品的强度和使用寿命。开裂通常发生在浇口附近,表现为细小裂纹或明显的断裂。通过目视检查、力学性能测试等方法可以有效识别产品是否开裂。
三、解决浇口处残留应力过高的策略
1. 优化注塑工艺参数:适当降低注塑压力,调整注射速度和保压时间,以减少塑料熔体在模具内的剪切力和残余应力。
2. 改善模具温度控制:确保模具温度分布均匀,特别是浇口附近区域。可以使用加热棒或热流道系统来精确控制温度。
3. 合理选择材料:根据产品需求和工作环境,选择内应力较小的塑料材料,并考虑添加适量的增韧剂以提高材料的抗裂性。
4. 改进浇口设计:通过CAE模拟分析,优化浇口的位置、形状和尺寸,使塑料熔体能够更顺畅地填充模具,减少应力集中。
5. 后处理措施:对于已经产生开裂的产品,可以采用退火处理来消除内部应力。退火温度和时间应根据材料特性进行设定。
四、实施效果与案例分享
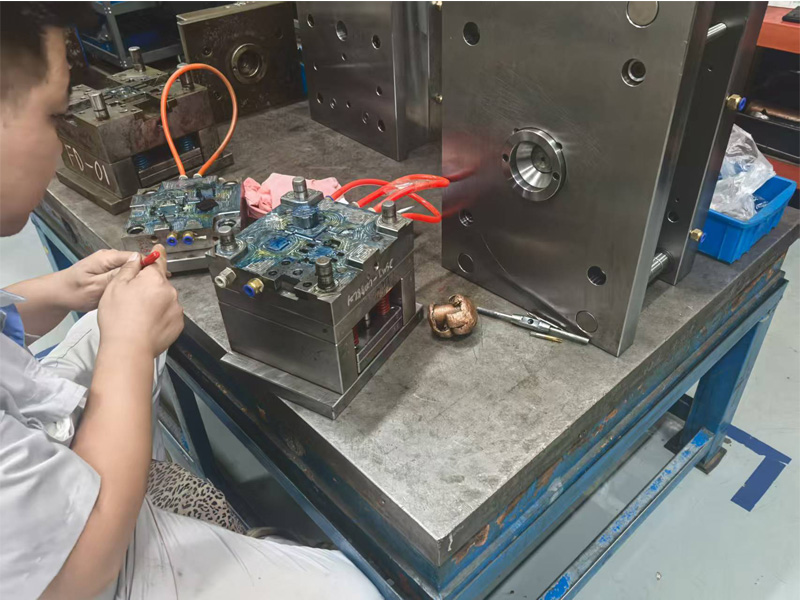
某注塑企业在生产一款外壳件时,遇到了浇口处频繁开裂的问题。通过上述策略的实施,特别是优化了注塑工艺参数和浇口设计,成功降低了浇口处的残留应力,产品开裂率显著下降。同时,模具温度控制的改善也提高了生产效率和产品稳定性。
五、总结与展望
浇口处残留应力过高导致的产品开裂是注塑模具加工中需要重视的问题。通过优化注塑工艺、改善模具温度控制、合理选择材料以及改进浇口设计等多方面的努力,可以有效解决这一问题。未来,随着智能化技术的发展,我们期待更加精准和高效的解决方案出现,为注塑模具加工行业带来更多的创新和突破。





Contact Us
手机
Website
