



注塑模具加工中磨削进给量控制的重要性与表面灼伤问题解析
2026-02-09
在注塑模具加工过程中,磨削作为一道关键工序,其加工精度直接影响到模具的最终成型效果和使用寿命。然而,在实际加工操作中,一个常见的问题是磨削加工时进给量过大,导致模具表面出现灼伤现象。这不仅影响了模具的外观质量,更可能降低模具的性能,进而影响注塑产品的整体品质。
首先,我们需要明确什么是磨削加工进给量。简单来说,进给量就是磨削工具在单位时间内相对于工件移动的距离。在注塑模具加工中,合理的进给量是保证加工效率和加工质量的关键。如果进给量设置得过大,那么磨削工具在短时间内就会对工件产生大量的切削作用,这会导致工件表面温度急剧升高,从而引发灼伤问题。
灼伤的出现,不仅会使模具表面变得粗糙,还可能形成微裂纹等缺陷。这些缺陷在后续的使用过程中,很容易成为应力集中点,加速模具的磨损和失效。因此,对于注塑模具加工来说,严格控制磨削加工的进给量,避免表面灼伤,是提升模具质量和延长使用寿命的重要措施。
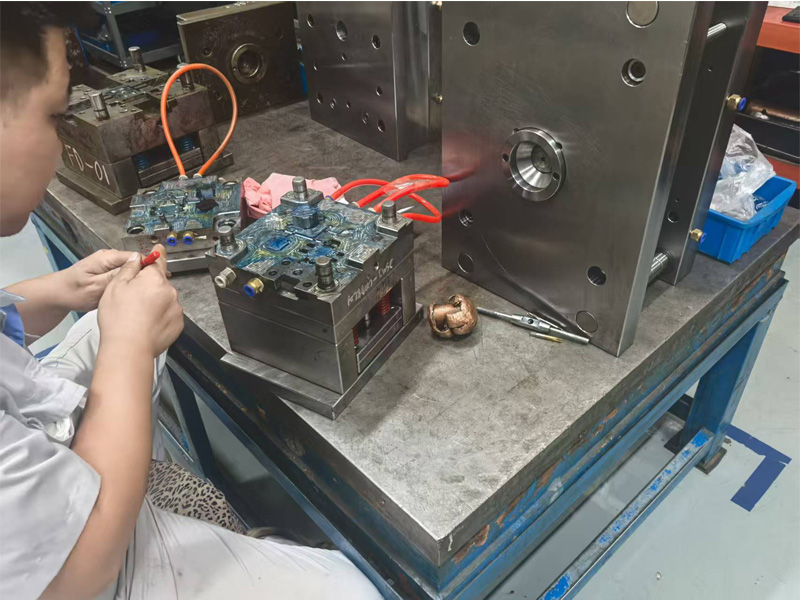
那么,如何有效控制磨削加工的进给量呢?一方面,操作人员需要具备丰富的经验和精湛的技能,能够根据模具的材料、形状以及加工要求,合理设定进给量。另一方面,企业也应该加强对操作人员的培训和管理,确保他们能够熟练掌握磨削加工的技术要点,并严格按照操作规程进行作业。
此外,随着科技的进步,现代注塑模具加工越来越多地采用了自动化和智能化的设备。这些设备通过精确的控制系统,可以实现对磨削加工进给量的实时监测和调整,从而大大降低了因人为因素导致的灼伤问题。
综上所述,注塑模具加工中的磨削进给量控制是一个不容忽视的问题。只有严格控制进给量,才能确保模具表面的加工质量,避免灼伤等缺陷的产生。同时,企业也应该加强技术创新和人才培养,不断提升注塑模具加工的整体水平,为市场提供更多优质、高效的模具产品。





Contact Us
手机
Website
