



如何在注塑加工过程中精准控制尺寸公差?
2026-06-17
在注塑加工行业,尺寸公差的精准控制是决定产品合格率、品质稳定性与企业核心竞争力的关键。无论是精密电子元件,还是汽车零部件,一旦尺寸公差出现偏差,轻则导致产品装配失败,重则引发整批报废,给企业带来巨大成本损失。那么,究竟如何在注塑加工过程中精准控制尺寸公差?这需要从全流程的关键环节入手,构建系统化、精细化的管控体系,让每一个环节都为公差控制筑牢防线。
模具设计与制造:精准控制尺寸公差的源头根基
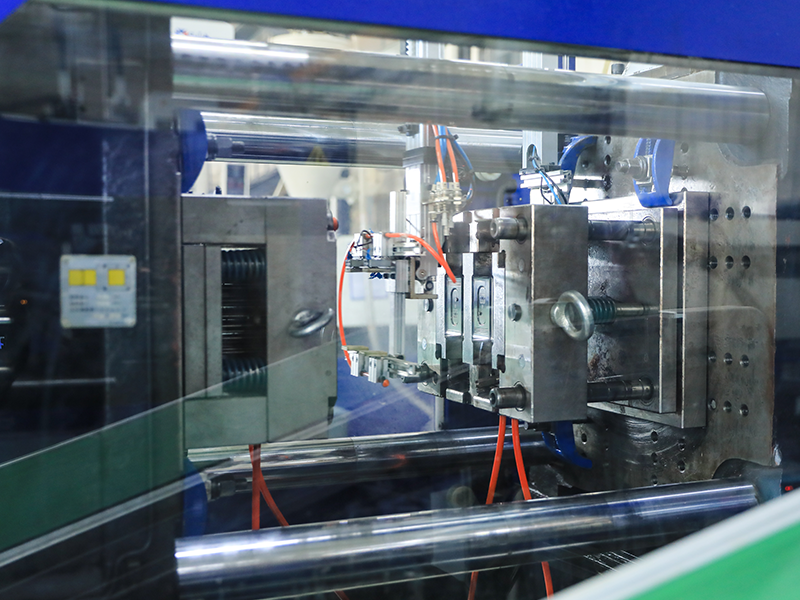
模具是注塑加工的核心载体,其设计与制造精度直接决定了产品尺寸公差的上限,是实现精准控制尺寸公差的首要前提。在模具设计阶段,工程师必须结合产品结构、材料特性与使用场景,对公差进行科学规划。一方面,要精准计算模具型腔的尺寸参数,充分考虑注塑成型过程中的收缩率变化,针对不同材料预设差异化补偿值,避免因收缩预估偏差导致产品尺寸超标。另一方面,模具的导向机构、定位结构必须采用高精度加工工艺,确保动模与定模闭合时的对位精度,为后续成型过程的稳定性奠定基础。
在模具制造环节,更要以严苛的公差标准把控每一道工序。从模具钢材的选型、加工设备的精度校准,到型腔表面的抛光精度、冷却系统的布局精度,每一个细节都需围绕精准控制尺寸公差展开。例如,采用高精度CNC加工中心完成型腔加工,配合三坐标测量仪实时监测尺寸数据,确保模具型腔的尺寸公差控制在产品设计要求范围内,从源头杜绝因模具精度不足导致的公差失控问题,为后续注塑加工的精准控制筑牢第一道防线。
原材料管控:精准控制尺寸公差的前置保障
原材料的特性波动,是影响注塑产品尺寸公差的重要变量,做好原材料管控,是实现精准控制尺寸公差不可或缺的前置环节。不同批次的塑料原料,在流动性、收缩率、含水率等关键指标上往往存在差异,这些差异会直接传导至成型过程,导致产品尺寸出现波动。因此,在原料入库前,必须建立严格的检验流程,对原料的熔融指数、收缩率、水分含量等核心参数进行精准检测,确保原料性能符合注塑工艺要求。
在原料储存与预处理阶段,更需围绕精准控制尺寸公差落实精细化操作。对于吸湿性较强的原料,需采用专业干燥设备进行预处理,严格控制干燥温度与时间,确保原料含水率稳定在工艺标准范围内,避免因水分超标导致成型过程中出现气泡、缩痕,进而引发尺寸公差偏差。同时,在原料混合环节,要精准把控不同原料的配比精度,采用高精度计量设备,确保原料配比的一致性,从原料端消除影响尺寸公差的不稳定因素,为精准控制尺寸公差提供稳定的物料基础。
工艺参数优化:精准控制尺寸公差的核心抓手
注塑加工的工艺参数,是直接影响产品尺寸成型的核心变量,优化工艺参数,是实现精准控制尺寸公差的核心突破口。在注塑成型过程中,温度、压力、速度、时间等关键工艺参数,共同决定了熔融塑料的填充效果、冷却定型状态,任何一个参数的偏差,都可能导致产品尺寸公差失控。因此,工艺人员必须基于产品结构、模具特性与原料性能,对工艺参数进行科学调试与精准把控。
以温度控制为例,料筒温度、模具温度的精准调控,直接关系到塑料的流动性与冷却收缩率。料筒温度过高,会导致塑料流动性过强,填充过量引发尺寸偏大;温度过低,则会导致填充不足,尺寸偏小。模具温度不均,会造成产品冷却收缩不一致,导致尺寸公差波动。在压力与速度控制上,注射压力不足会导致填充不充分,压力过大则可能引发产品飞边,影响尺寸精度;注射速度过快易产生喷射纹,速度过慢则会导致熔接痕,间接影响尺寸稳定性。此外,保压时间与冷却时间的精准设定,对产品收缩定型至关重要,需通过反复试模与数据监测,找到各参数的最佳匹配区间,让工艺参数始终服务于精准控制尺寸公差的目标,确保产品尺寸稳定在公差范围内。
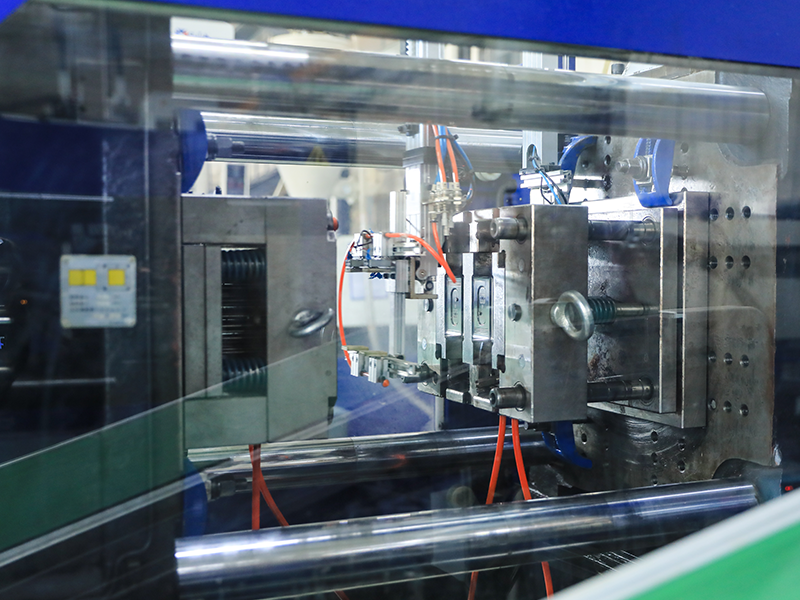
设备维护与监测:精准控制尺寸公差的长效支撑
注塑设备的运行状态,是保障工艺稳定性、实现精准控制尺寸公差的重要支撑,做好设备维护与实时监测,是确保公差控制长效稳定的关键。注塑机作为核心生产设备,其机械精度、控制系统的稳定性,直接影响成型过程的一致性。若设备存在锁模力不足、注射系统磨损、控制系统精度下降等问题,必然会导致产品尺寸公差出现周期性波动。
因此,企业需建立完善的设备维护体系,定期对注塑机的锁模机构、注射系统、温控系统等关键部件进行校准与保养,确保设备的机械精度与控制精度始终处于最佳状态。同时,引入智能化监测设备,实时采集注塑过程中的压力、温度、位置等关键数据,通过数据分析系统对成型过程进行动态监控,一旦发现参数偏离设定范围,立即触发预警并自动调整,避免因设备异常导致尺寸公差失控。此外,定期对设备进行精度检测,对磨损部件及时更换,确保设备始终具备稳定的成型能力,为精准控制尺寸公差提供长效的设备保障。
质量检测与闭环改进:精准控制尺寸公差的最后一道防线
质量检测是及时发现尺寸公差偏差、实现闭环改进的关键环节,也是精准控制尺寸公差的最后一道防线。在注塑生产过程中,需建立全流程的质量检测体系,从首件检验、过程抽检到成品全检,层层把控尺寸公差。首件检验环节,需对试模后的产品进行全尺寸检测,确认尺寸公差符合设计要求后,方可进入批量生产阶段;生产过程中,采用在线检测设备对产品关键尺寸进行实时监测,及时发现公差偏差并追溯原因。
对于检测中发现的尺寸公差问题,需建立快速响应的闭环改进机制。通过分析偏差原因,精准定位是模具问题、原料问题、工艺问题还是设备问题,进而针对性调整模具参数、优化工艺方案、更换原料批次或维修设备。同时,将检测数据与改进措施进行整理归档,形成公差控制数据库,为后续产品生产提供数据支撑,不断优化公差控制方案,让精准控制尺寸公差的能力在持续改进中不断提升,确保产品质量的稳定性与一致性。
如何在注塑加工过程中精准控制尺寸公差,并非单一环节的突破,而是模具设计、原料管控、工艺优化、设备维护与质量检测协同发力的系统工程。从源头的模具精度把控,到原料的严格筛选,再到工艺参数的精准调试、设备的稳定运行,最后通过质量检测实现闭环改进,每一个环节都围绕精准控制尺寸公差的核心目标紧密衔接。只有将公差控制贯穿于注塑加工的全流程,建立全流程的精细化管控体系,才能从根本上解决尺寸公差失控的问题,生产出符合高精度要求的优质产品,在激烈的市场竞争中占据品质优势,为企业的长远发展奠定坚实基础。
下一篇:





Contact Us
手机
Website
