



多型腔注塑模具加工:关键问题与解决方案
2026-01-12
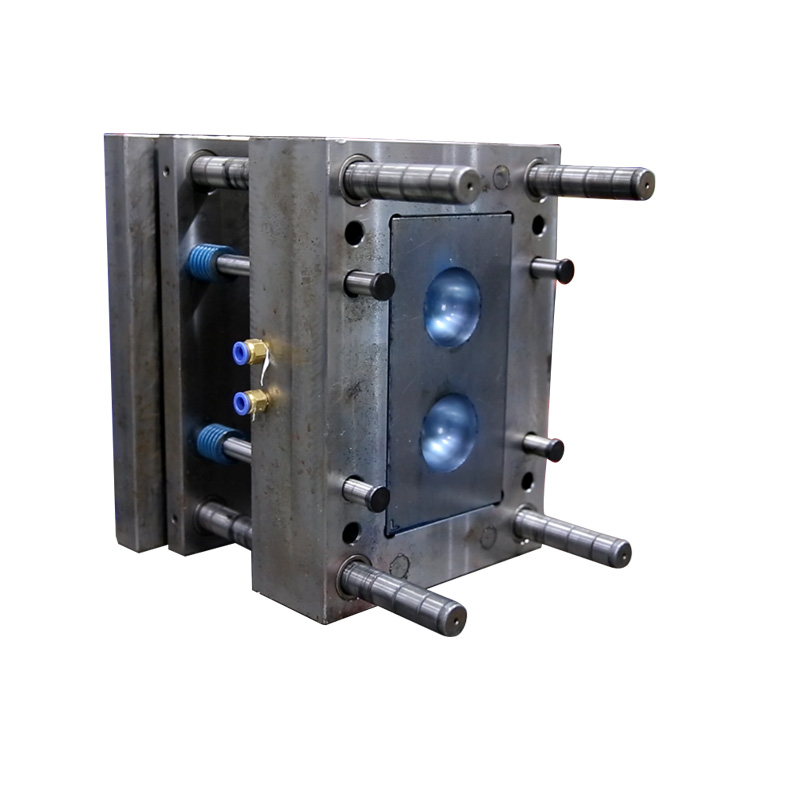
在塑料制造领域,多型腔注塑模具因其高效、批量生产的优势而被广泛应用。然而,这种模具的设计与加工过程复杂,涉及多个精密环节,稍有不慎就可能导致产品缺陷、生产效率下降甚至模具损坏。深入探讨多型腔注塑模具加工中需要注意的核心问题,并提供专业建议,帮助您优化工艺,提升产品质量。
1. 流道系统设计的关键性
流道系统是多型腔注塑模具的“血管”,负责将熔融塑料均匀分配到各个型腔。如果设计不当,会导致填充不平衡、熔接痕或缩水等问题。例如,采用平衡式流道布局(如H型或辐射型)可确保每个型腔的压力和流量一致。同时,流道尺寸需精确计算——过小会增加流动阻力,过大则浪费材料。建议使用CAE模拟软件进行前期分析,预测流动行为,避免后期修改成本。记住,流道系统的优化直接影响最终产品的一致性,这是多型腔注塑模具加工中不可忽视的基础。
2. 温度控制的精准管理
温度控制贯穿整个注塑周期,包括模具加热、冷却系统以及塑料熔体的温度。多型腔模具中,各型腔的热分布必须均匀,否则会引起翘曲或尺寸偏差。安装高精度温控器,并定期校准传感器,确保温差控制在±2°C以内。此外,冷却通道的设计至关重要——采用螺旋式或随形冷却水路,能加速散热,缩短成型时间。在多型腔注塑模具加工过程中,忽视温度管理往往导致批次质量波动,因此,建立实时监控系统是提升稳定性的关键。
3. 材料选择与热处理工艺
模具材料的选择直接关系到其寿命和性能。对于高产量场景,推荐使用高强度工具钢(如S136或NAK80),并进行真空淬火处理,以提高耐磨性和抗腐蚀性。同时,热处理工艺需严格把控——淬火温度和回火时间不当,可能造成模具变形或开裂。在多型腔注塑模具加工中,材料均匀性尤为重要,因为不同型腔的应力分布差异会放大缺陷。建议供应商提供材质证书,并在加工前进行硬度测试,确保每批材料符合标准。
4. 精度控制与公差管理
多型腔模具要求极高的制造精度,通常公差需控制在±0.01mm以内。这涉及到CNC加工、EDM电火花等工序的精细操作。例如,型腔间距的微小误差会导致产品错位或飞边。使用三坐标测量仪进行全程检测,并实施统计过程控制(SPC),能及时发现偏差。另外,考虑模具的热膨胀系数,预留补偿空间,避免运行中因温度变化而失准。总之,在多型腔注塑模具加工中,严格的公差管理是保证互换性和装配效率的核心。
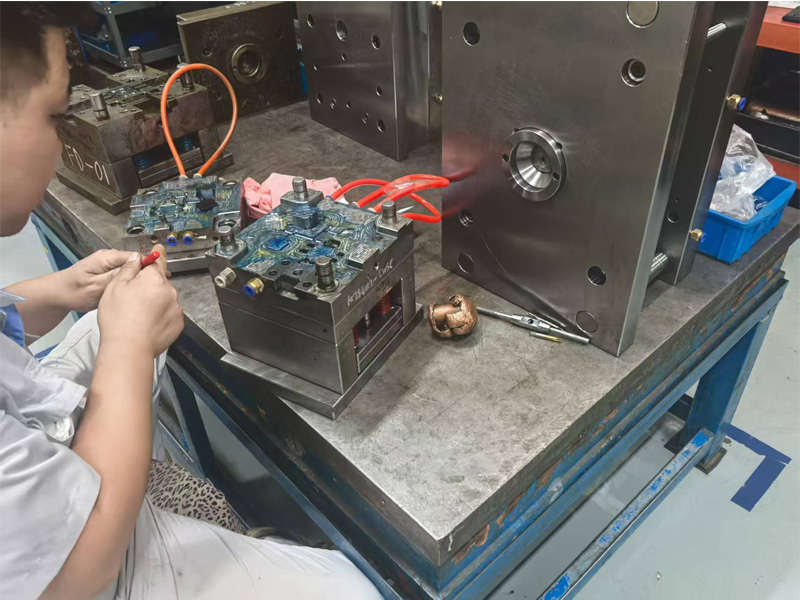
5. 排气与脱模机制的优化
排气不良会造成气穴或烧焦,尤其在深腔结构中更为明显。设计时,应在分型面或型芯处设置微型排气槽,深度一般为0.01-0.03mm。同时,脱模系统需平稳可靠——采用顶针或推板机构,并添加润滑涂层,减少摩擦损伤。定期维护这些部件,防止积碳影响动作。在多型腔注塑模具加工实践中,良好的排气和脱模设计不仅能提升良品率,还能延长模具使用寿命。
综上所述,多型腔注塑模具加工是一个系统性工程,需要从流道设计、温度控制、材料选择、精度管理和排气机制等多方面综合考量。每一个细节都关乎整体效能,因此,建议结合数字化工具(如CAD/CAM集成)进行全流程优化。通过持续改进,您不仅能解决常见问题,还能在竞争中脱颖而出。如果您有具体案例或疑问,欢迎进一步交流,共同探索更高效的解决方案!
上一篇:





Contact Us
手机
Website
